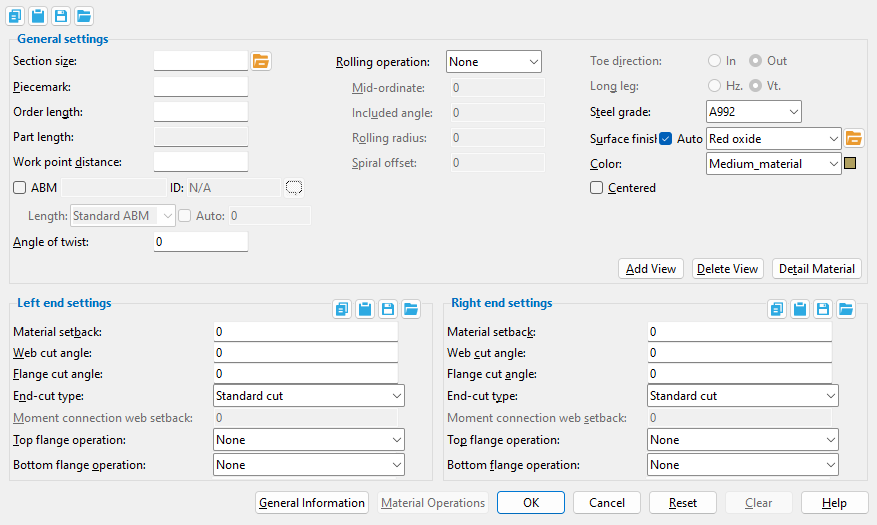
The position of these "form" buttons on the window tells you what settings they apply to. Click here for more information.
You can Copy the settings on this window, then Paste those settings to a different edit window of the same type.
You can Save the settings on this window to a file stored in a global folder that is used by your current version of SDS2. Give the file a name that will help other users identify its purpose. You can Load a saved file to replace the settings on this window (except Piecemark) with the settings that are stored in the file you select.
When editing multiple windows at the same time, Paste and Load replace mixed entries to a single field with a single entry. Copy and Save ignore fields with mixed entries, treating them as if they have no entry or do not exist.
Piecemark: Blank or any character string (up to 61 characters). This is the submaterial mark.
If this field is left 'blank', then when this material is generated (after you press "OK"), SDS2 piecemarking looks for materials in the current Job that are physically identical to this material and assigns to this material the same mark assigned to those materials. If no matching materials are found, piecemarking assigns this material a piecemark using the appropriate piecemark prefix listed in Home > Project Settings Fabricator > Piecemarking > Member and Material Piecemarking > the "Prefixes" tab.
Any 'character string' that you enter must be unique -- validation does not let you enter a piecemark that has already been assigned to materials. A piecemark entered here only applies if the material you are adding is unique -- if the material is exactly the same as previously added materials, the new material gets the piecemark of those previously added materials. On the other hand, if you are editing the material, all materials that are exactly like the material are re-assigned the unique mark you enter when the material is generated (after you press " OK "). The piecemark you enter remains a system piecemark , which means that it may be changed if you later edit a material just like this one and give that material a different piecemark.
Note 1: A submaterial mark is not yet assigned when this window opens for an add material or add legacy miscellaneous member operation. A piecemark is shown when you Edit Material or Review 2D Items . For the current quantity of materials assigned this piecemark, see the " Current quantity " listed on this material's General Information window.
Part length: read-only The distance measured from the furthest point on the material's left end to the furthest point on the material's right end. Unlike the " Order length ," this distance is measured after end cuts are made to the material. In most cases, the " Part length " and " Order length " are exactly the same. Two special cases are described below:
Special case 1 : The end cut in this example is a "Clip web".
Special case 2 : Combining a " Web cut angle " and a " Cope " on the same end of a rolled section is another way to cause the " Part length " and " Order length " to be different.
Work point distance: The distance between the work points of the rolled section material.
In this example, the rolled section material is centered.
Note: The distance between work points entered here is measured from the first located point of the material. If you change this distance, your change is reflected in the " Order length " field on this window.
Angle of twist: 0 (zero) degrees or the positive or negative (-) number of degrees of twist about the longitudinal axis (X material axis) of the rolled section. The longitudinal axis of the rolled section is the work line defined by the two work points that were designated when the material was laid out.
' 0 ' (zero) results in the material not being twisted.
Entering a 'number of degrees' causes the left end (the work point #1 end) of the material to remain fixed, while the right end is rotated the number of degrees entered. Validation accepts entries between -3600 and 3600 degrees and can generate twists to as little as .06 degree. Assuming you are looking from the right end toward the left end of the material, a positive entry rotates the material counterclockwise.
Rolling operation: None or Camber or Weak axis or Strong axis . The center of curvature for each of these choices (except 'None') is midway between the left and right ends of the material.
None
Camber
Weak axis
Strong axis
'None' makes the rolled section straight (not curved).
'Camber' produces parabolic bending along the strong axis of the rolled section with the ends fixed. The "Mid-ordinate" sets the offset at mid-span and the direction (+ or -) of that offset.
'Weak axis' or 'Strong axis' rolling produces circular bending. The two ends of the rolled section are not fixed; that is, if the ends were vertical before the operation, they may not be vertical afterward. The "Mid-ordinate" or "Included Angle" or "Rolling radius" sets the offset at mid-span and the direction (+ or -) of that offset. A "Spiral offset" may also be set.
Mid-ordinate: The positive or negative (-) distance that the rolled section is offset at mid-span as a result of a "Rolling operation" of 'Camber' or 'Strong Axis' or 'Weak Axis'. The sign (+ or -) sets the direction of offset.
Camber with a positive mid-ordinate(+m)
Camber with a negative mid-ordinate(-m)
Weak axis rolling with a positive mid-ordinate (rolling toward the near side)
Weak axis rolling with a negative mid-ordinate (rolling toward the far side)
Strong axis rolling with a positive mid-ordinate(+m)
Strong axis rolling with a negative mid-ordinate(-m)
Included angle: The positive or negative (-) number of degrees that defines the angle of curvature when the "Rolling operation" is 'Strong Axis' or 'Weak Axis'.
i = included angle. Extrapolate a circle from the inside curvature of the material, then draw a line along each end of the material. The lines will meet at the center of the imaginary circle, and their included angle is the angle entered here.
If the left end (work point 1) of the rolled section is to your left: A 'positive angle' raises the center of the rolled section on your computer screen. A 'negative (-) angle' makes the center of the material lower on your computer screen than its two ends.
Rolling radius: A positive or negative distance (up to +/- 120,000 inches) that defines the amount of curvature of the rolled section when the "Rolling operation" is 'Strong axis' or 'Weak axis'. The smaller the "Rolling radius" (+ or -), the greater the curvature.
r = rolling radius. If you were to extrapolate a circle from the inside curvature of the material, the distance from any point on the inside curve of the top/bottom flange to the center of the circle is the distance entered here.
If the left end (work point 1) of the rolled section is to your left: 'positive rolling radius' raises the center of the section on your computer screen. A 'negative (-) rolling radius' makes the center of the material lower on your computer screen than its two ends.
Spiral offset: The positive or negative (-) distance that you want the right end of the rolled section to be offset from work point 2. The left end (work point 1) of the rolled section remains fixed. This applies when the "Rolling operation" is 'Weak axis' or 'Strong axis'.
For a rolled section whose workline is in the work plane of a plan view: A 'positive distance' raises the right end. A 'negative (-) distance' lowers the right end.
Tip: You might, for instance, use this option to create a stringer for a spiral stair.
Toe direction: In or Out. This applies to channel and angle materials.
'In' signifies toe in. When facing the near side of the channel or angle (the near side is the side where the material's left end is to your left), the flange(s) of the angle or channel point toward you when 'In' is selected.
'Out' signifies toe out. If you are viewing the near side of the channel or angle, the flange(s) point away from you when 'Out' is selected.
Piecemarking: Angles or channels with a different "Toe direction" may have the same submaterial "Piecemark". If two materials have the same submaterial mark but different settings, each of these materials will have a different submaterial mark index number.
Long leg: Horizontal or Vertical. This applies to angles with legs of unequal length.
'Horizontal' specifies that long leg of the angle is horizontal.
'Vertical' specifies that long leg of the angle be vertical.
Piecemarking: Two angles, each with a different "Long leg" direction, may have the same submaterial "Piecemark". The two angles will have different submaterial mark index numbers.
Tip: Changing "Steel grade""Color" and "Surface finish"do not cause a material to be regenerated. This means that, if you change those settings only, material operations such as a Cut on Plane may, optionally, be preserved.
Surface finish: None or Sandblasted or Red oxide or Yellow zinc or Gray oxide or Blued steel or Galvanized or Duplex Coating or Undefined 1 or Undefined 2 or Undefined 3 or Red oxide 2 or Any user added surface finish. This affects the colors of Solid members on erection views in the Drawing Editor . This also sets the color when Output material color is set to Surface finish for a VRML Export or a DWG/DXF Export. The Color (notSurface finish) sets the color of this material in Modeling .
sand blasted
red oxide
yellow zinc
user surface finish 1
gray oxide
blued steel
galvanized
user surface finish 2
To assign a different surface finish, you can drop-down the current surface finish and select the one you want, or you can press the browse button and double-click any surface finish that is on the list.
Auto or
If this box is checked, the material surface finish follows what is set on the member level.
If the box is not checked, the material surface finish can be changed to whatever is available in the list of surface finishes. If the surface finish changes from what the member level has set, the auto checkbox will be unchecked automatically. When the auto check box is unchecked, the member edit window shows an information tag which notifies the user that an attached material is not following what was set on the member level.
Note 1:Submaterial piecemarkscan be split apart by surface finish. All surface finishes that do not have the Break Marks Material checked on can be applied to any like material with out the material splitting. If the Break Marks Material is checked on then only like materials with that specific surface finish can have the same piecemark, and because the submaterial marks differ so would the member's piecemark.
Note 2: When exporting a KISS file using "model" as the Data source surface finish data on the materials are compiled into the KISS download as follows, with a few exceptions (G=galvanized, N= none or sandblasted, P= others). Those exceptions are:
If the box for Finish routing in KISS export setup is set to a user routing
If the user has adjusted the Abbreviation for any of the default provided surface finishes
If you are using a user added surface finish
In these cases you will get what is provided in either the User routing, or the abbreviation field. For other exports it will always provide the abbreviation in the 'surface finishes' settings page.
Tip 1:Surface area is reported on the General Information window -- and this can be used to estimate the amount of coating required and its cost.
Tip 2: Changing Steel grade, Color, and Surface finishdo not cause the plate to be regenerated. This means that, if you change those settings only, material fit operations such as a Fit Exact may optionally be preserved.
Color: A predefined color or a Custom Color . This is the approximate color of the rolled section when it is displayed in one of the three solid forms .
The predefined colors are set up on the Predefined Colors window. The color swatch next to the list box ( ) displays the color that is selected.
Select 'Custom Color' (last choice on the list) to launch your operating system's color picker and define any color you like.
Please note: Changing the color (without changing anything else) does not make a system connection material graphical. Consequently, if the member that a connection material is associated with undergoes Process and Create Solids , the color that is entered here will be overwritten with the default color specified at Home > Project Settings Job > Modeling > Member, Material, Bolt, and Weld Colors. Also, different colors may be assigned to materials that have the same submaterial piecemark, and changing a material's color does not trigger the regeneration of the material.
If this box is checked ( ), the workline of the rolled section is centered with respect to its Y material axis (along its half-depth). For a wide flange section added from left to right in a plan view, checking this box moves the material higher on your screen (if added from right to left, the material moves lower on your screen).
If the box is not checked ( ), the material's top edge aligns with the workline established when you added work points (the bottom edge if you added the material from right to left).
Piecemarking: Two rolled sections -- one "Centered", the other not "Centered"" --- may have the same submaterial "Piecemark". The two rolled sections will have different submaterial mark index numbers.
Note: This option changes the rolled section's position with respect to its work line. It does not change the global coordinate location of the workline. To actually move the workline, you can change a rolled section's "Reference location" (for instance, its elevation) using the General Information window.
Special Buttons for Detailing this Material (these do not appear for Add operations)
This button opens a window with a list of preset views. Each preset view that you select on this list is drawn on the submaterial detail when you Detail Submaterial.
This button opens a list of views you can delete. If the material has only one view, you get a warning instead of a list of views since you cannot delete the current view.
This button does a Detail Submaterial on this material. Newly added views are drawn on the detail. Deleted views are not drawn.
------ Left end settings ------ | ------ Right end settings ------
This material's left end is the end where the first work point of the material was located. This first work point is also this material's 0,0,0 point in the material coordinate system, and it is identified by the origin reference point symbol at the beginning of a Material Rotate operation.
Material setback: The positive or negative distance that you want the (left or right) end of the rolled section to be displaced from its work point.
A 'positive material setback' makes the material shorter. For a rolled section with square cut ends, subtracting the left and right "Material setback" from the "Work point distance" give you the actual "Order length".
A 'negative (-) material setback' makes the rolled section longer. Subtracting a negative left and right "Material setback" from the "Work point distance" increases the "Order length".
Web cut angle: A positive or negative (-) angle from 89 to -89 degrees. Angles closer to zero than .057 degrees are rounded to zero when the material is regenerated (after you press "OK").
left
right
left & right
left
right
-10 degrees
-10 degrees
0 degrees
10 degrees
10 degrees
An entry of '0' (zero) designates that no web cut be made. Assuming that the left end of the web of the material is to your left on screen: a 'positive angle' is measured counterclockwise from a perpendicular bisector to the workline; a 'negative (-) angle' is measured clockwise from a perpendicular bisector to the work line. Any length that is added to a rolled section using this operation is reflected in the "Order length" field.
Flange cut angle: A positive or negative (-) angle from 89 to -89 degrees. The flange is cut at this angle across its entire width.
wide flange
left
right
left & right
left
right
-10 degrees
-10 degrees
0 degrees
10 degrees
10 degrees
angle (or channel)
left
right
left & right
left
right
-10 degrees
-10 degrees
0 degrees
10 degrees
10 degrees
An entry of '0' (zero) designates no flange cut. Assuming that the left end of the top flange is to your left, a 'positive angle' is measured counterclockwise from a perpendicular bisector to the top flange center line. A 'negative (-) angle' is measured clockwise from a perpendicular bisector to the top flange center line.
Note 1: Any length added to a material as a result of the entry made here is reflected in the "Order length" field.
End-cut type: Standard cut or Square cut or Bevel cut or Mill cut.
If 'Standard cut' is selected and the rolled section you are editing is member main material, the member detail is not annotated with special cut instructions. The designation "None" is entered to the "End Prep" column on an ABM Report for member main materials with a 'Standard cut' selected on both ends.
Selecting 'Square cut' for the end of a member main material adds instructions to "SQ CUT" (as illustrated above) when the member is detailed. The instruction "S1E" is entered to the "End Prep" column on an ABM Report for member main materials with a 'Square cut' on one end.
Selecting 'Bevel cut' for the end of a member main material adds instructions on the subsequently generated member detail to "BEV CUT" that end. The instruction "B2E" is entered to the "End Prep" column on an ABM Report for member main materials with a 'Bevel cut' on both ends. 'Bevel cut' is automatically selected on main material for sloping beam-to-beam connections or sloping beam-to-column connections, column-to-sloping beam connections, and beam-to-rotated beam connections. 'Bevel cut' indicates that the "Web cut angle" is a value other than zero.
'Mill cut' for a member main material instructs Detail Members to apply the annotation "MILL CUT" to the appropriate end on the member detail. The instruction "M2E" is entered to the "End Prep" column on an ABM Report for member main materials whose both ends are 'Mill cut'. When the option "Mill cut ends of columns" is checked, 'Mill cut' is automatically applied to the ends of columns framing squarely to other members or to base plates.
Also see: This field may be used to override the choice made to "Web setback dimension for moment connections" in Weld Design Settings. For a seismic weld preparation, it overrides the "Web Setback" in Seismic Weld Access Holes.
'None' designates that no top/bottom flange cutting operation be performed on this material.
'Cope plain' or 'Cope shop weld #3 (Standard)' or 'Cope field weld #3 (Standard)' designates weld preparation and/or a cut to remove part of the top/bottom flange plus part of the web. 'Cope shop weld #3 (Standard)' or 'Cope field weld #3 (Standard)' work best for wide flange or S shape or W tee or S tee material; 'Cope plain' works for all material types.
Tip: A "Cope length" of '0' for 'Cope shop weld #3 (Standard)' or 'Cope field weld #3 (Standard)' gives you weld preparation without a coping operation.
CNC:"Add holes" in CNC Setup can be set to 'In copes' or 'In all radii' to download the cope hole (or weld prep hole).
"Cope length" is the distance parallel with main material's longitudinal axis (X material axis) from the (left or right) end of the member to the flange. Entries must either be '0' or greater than or equal to '1/2' inch ('13' mm).
"Cope depth" is the distance from the top of the top flange (or bottom of the bottom flange) into the web of the material. The cope depth is measured parallel with the "Web cut" angle, or -- for 'Cope plain', if the "Cope cut type" is 'Parallel to flange' -- it is measured perpendicular to the flange. It must be at least the flange thickness plus the "Cope radius". If you try to enter a radius that is less than this minimum, your entry will be changed to the minimum.
'Cut flange width' is for wide flange or S shape or W tee or S tee material (illustrated below). It applies flange cuts on both the near side and the far side of the web. For channel or angle material, it designates a single cut (on the flange or on one leg of the angle) and you need only enter "Flange length NS" if the material is toe in, "Flange length FS" if the material is toe out.
The 'Top/Bottom flange length NS' is the distance from the (left or right) end of the material along the length of the near side of the top/bottom flange.
'Cut flange flush' is for wide flange or S shape or W tee or S tee material. It applies two flange cuts, one on the near side and the other on the far side of the flange, both cuts to the web. Entering zero (0) to "Length NS" or "Length FS" means that no cut is made at that location. For channel or angle material, it designates a single cut (on the flange or on one leg of the angle) and you need only enter "Flange length NS" if the material is toe in, "Flange length FS" if the material is toe out.
'Top/Bottom flange length NS' is the distance from the (left or right) end of the material along the material's longitudinal axis (X material axis).
'Clip flange' is for a wide flange or S shape or W tee or S tee "Section size". It applies a linear cut from the edge of the flange to the radius of the web at the "Flange cut angle". If the "Flange cut angle" is '0' or the "Section size" is angle, pipe, tube or channel, then a 'Clip flange' does not take place.
In this example , the "Flange cut angle" is positive. The clip on the left end is on the near side of the flange. The clip on the right end is on the far side.
'Notch top' or 'Notch bottom' give you distance entry fields for "Notch length" and "Notch width" and "Notch radius" and "Notch offset" that let you define the dimensions for a cut from the left/right edge of the HSS rectangular or HSS round material into the center of the material's top or bottom wall.
Enter a "Notch radius" other than '0' and set "Add holes" for 'in all radii' in CNC Setup to have your CNC machine punch/drill the hole at the end of the slot.
Advanced Selection:TopLengthLeft or etc. ("Notch length")
Advanced Selection:TopWidthLeft or etc. ("Notch width")
Advanced Selection:left_top_op_dim3 or etc. ("Notch radius")
Advanced Selection:left_top_op_dim4 or etc. ("Notch offset")
Parametric module:TopLengthLeft or etc. ("Notch length")
Parametric module:TopWidthLeft or etc. ("Notch width")
Parametric module:left_top_op_dim3 or etc. ("Notch radius")
Parametric module:left_top_op_dim4 or etc. ("Notch offset")
'Notch near side' or 'Notch far side' gives you distance entry fields for "Notch length" and "Notch width" and "Notch radius" and "Notch offset" that let you define the dimensions for a cut from the left/right edge of the HSS rectangular or HSS round material into the center of the material's near side or far side wall.
Advanced Selection:TopLengthLeft or etc. ("Notch length")
Advanced Selection:TopWidthLeft or etc. ("Notch width")
Advanced Selection:left_top_op_dim3 or etc. ("Notch radius")
Advanced Selection:left_top_op_dim4 or etc. ("Notch offset")
Parametric module:TopLengthLeft or etc. ("Notch length")
Parametric module:TopWidthLeft or etc. ("Notch width")
Parametric module:left_top_op_dim3 or etc. ("Notch radius")
Parametric module:left_top_op_dim4 or etc. ("Notch offset")
'Cope field weld #1 (FEMA)' gives you distance entry fields for "Cope length", "Re-entrant cut length", "Re-entrant cut depth""Flange flush length""Re-entrant radius""Groove angle".
Clip web gives you distance entry fields for "Clip length" and "Clip depth". This operation works well on channel sections, such as the stair stringer illustrated below.
A channel stair stringer with a cut generated by selecting 'Bolt to Floor' as the "End condition".
Advanced Selection:TopLengthLeft or etc. ("Clip length")
Advanced Selection:TopClipLeft or etc. ("Clip depth")
Parametric module:TopLengthLeft or etc. ("Clip length")
Parametric module:TopClipLeft or etc. ("Clip depth")
'Seismic cope field weld' gives you distance entry fields for "Cope length", "Re-entrant length", "Re-entrant depth", "Clip web", "Flange flush length", "Re-entrant radius", "Groove angle", and "Re-entrant hole distance".
** = operations only work on top flange unless marked with +
+ = operation may be applied to the bottom of the stem
* = enter "Flange length NS" for toe in, "...FS" for toe out
General Information opens the General Information window, which provides additional information and settings that pertain to this material.
Tip: You can use the General Information window to change the material's X, Y, or Z global coordinates (and thus reposition the material within the 3D model).
Also: A Properties button at the bottom of the General Information window lets you Edit Properties for this material.
OK (or the Enter key) closes this window and applies the settings on it to the material(s).
Defaults: Even if you did not make any changes on this window, pressing OK causes many of the General settings on this window to be applied as the defaults for the next material of the same type that is added in your current session of Modeling.
If you opened this window to edit a single material (single-edit), the Change All Options & Warning List opens after you press the OK button. You can use that window to cancel your changes or, if other materials with the same submaterial piecemark exist, apply your changes to those other materials. Also, if a Cut On Plane or related cutting/bending/fit operation (that does not get stored in the Material Operations window) was previously done on this material, you are given the option to undo that operation.
If you opened this window to edit multiple materials (multi-edit), the Change All Options & Warning Listdoes not open after you press the OK button. Also, if a Cut On Plane or related cutting/bending/fit operation (that does not get stored in the Material Operations window) was previously done on this material, you are not given the option to undo that operation.
Cancel (or the Esc key) closes this window without saving any changes.
Possibilities: If you are adding a new material, Cancel brings you back to the work point location step (step 2) in the add operation. For an edit material operation, Cancel ends the operation.
Tip: When you open this window to review information only -- and you do not want to set the defaults for the next-added rectangular plate -- the best way to close this window is to press Cancel.
Reset undoes all changes made to this window since you first opened it. The window remains open.
Note: The settings shown on this window when it first opens for the adding of a material are the settings of the last-added or last-edited material of the same type (unless you exit Modeling in the meantime).
Clear fills out this window with default settings when adding material. It is disabled during an Edit Material operation. These are the same defaults that are applied when the first new material is added during a session of Modeling in which no other material of the same type has been edited. For example, Clear automatically selects the default Steel grade and zeros out the all Left/Right End Settings.
A rolled section with specific "Left end settings" may be assigned the same "Piecemark" as a rolled section with similar "Right end settings". The two materials will have different submaterial mark index numbers.
 Copy the settings on this window, then
Copy the settings on this window, then  Paste those settings to a different edit window of the same type.
Paste those settings to a different edit window of the same type.
 Save the settings on this window to a file stored in a global folder that is used by your current version of SDS2. Give the file a name that will help other users identify its purpose. You can
Save the settings on this window to a file stored in a global folder that is used by your current version of SDS2. Give the file a name that will help other users identify its purpose. You can  Load a saved file to replace the settings on this window (except Piecemark) with the settings that are stored in the file you select.
Load a saved file to replace the settings on this window (except Piecemark) with the settings that are stored in the file you select.
 button to select the size for the following shapes: Wide Flange, Channel, Angle, W Tee, Pipe (incl. HSS round), HSS / TS (rect. and sq.), Welded Plate Wide Flange, Welded Plate Box, Beaded Flat, Cold Formed Channel, Cold Formed Z, S shape, S tee, and Rail. The section size must be one that is contained in your project's local shape file (also see: Home > Utilities > Shapes Properties).
button to select the size for the following shapes: Wide Flange, Channel, Angle, W Tee, Pipe (incl. HSS round), HSS / TS (rect. and sq.), Welded Plate Wide Flange, Welded Plate Box, Beaded Flat, Cold Formed Channel, Cold Formed Z, S shape, S tee, and Rail. The section size must be one that is contained in your project's local shape file (also see: Home > Utilities > Shapes Properties).
) for this field, you can use Home > Project Settings > Job > Wide Flange Grades or WT Grades or Channel Grades or Angle Grades or Pipe Grades or HSS / TS Grades to add it to the list.
is checked, the material surface finish follows what is set on the member level.
is not checked, the material surface finish can be changed to whatever is available in the list of surface finishes. If the surface finish changes from what the member level has set, the auto checkbox will be unchecked automatically. When the auto check box is unchecked, the member edit window shows an information tag which notifies the user that an attached material is not following what was set on the member level.